How to Effectively Organize the Production Process of High-mix Low-volume Wiring Harnesses?
The organization assigns human resources to work tasks through labor division to ensure sufficient focus and professional support, integrates the labor division through
The organization assigns human resources to work tasks through labor division to ensure sufficient focus and professional support, integrates the labor division through coordination to complete work tasks, and leads employees to pursue better performance through performance assessment. We will discuss how to effectively organize the production process of high-mix low-volume wiring harness from these three aspects.
Labor division
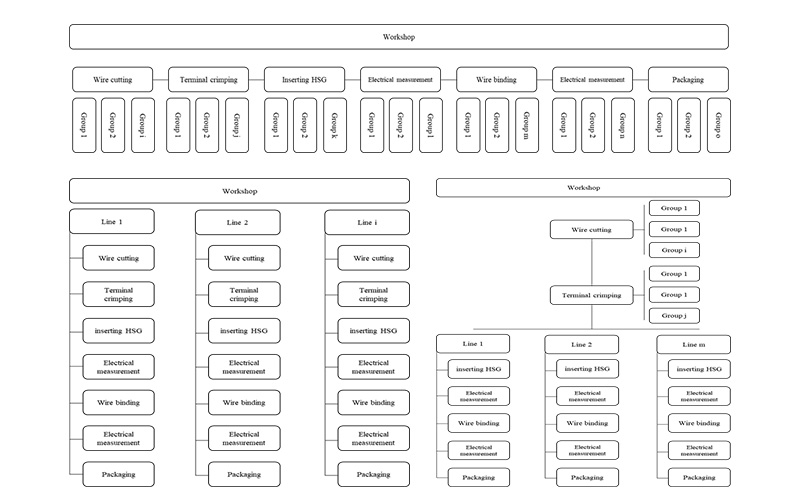
Common labor division modes include horizontal labor division, vertical labor division and mixed labor division. The schematic diagrams and descriptions concerning labor division modes in the wiring harness manufacturing industry are as follows:
- Horizontal labor division

As shown in the above figure, the production workshop is divided into several working groups under each layout according to the process function layout. The advantages of this labor division are: The function of each link is single, which is convenient for improving equipment utilization rate and equipment management. At the same time, it is also convenient for operator skill training and reduces personnel management difficulty. However, for high-mix low-volume wiring harness production, this labor division mode has problems such as large handling waste in the production process, long production cycle, unclear product status, nontransparent production progress, etc. due to the failure of a continuous flow of products in-progress, which further leads to time waste, low efficiency and excessive stock in the process.
- Vertical labor division
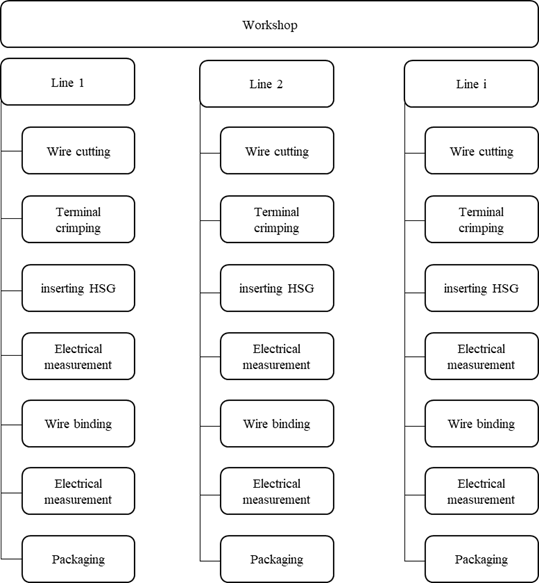
As shown in the figure on the right, all processes of product processing are integrated into a working group, and then the processing task is completed by copying the group. If a conveyor belt is used to transfer the products in-progress within the group, an assembly line will be formed. If no conveyor belt is used, a unit production line will be formed. Whether it is an assembly line or a unit production line, the products in-progress flow up, thus solving many problems existing in the horizontal labor division. However, the utilization rate of equipment and site is correspondingly reduced as compared to the horizontal labor division.
Although products in-progress flow brings many benefits, it also brings the challenge of “production line balance”. The so-called “production line balance” is to make the working time of each process as close or equal as possible, finally eliminating all kinds of time waste phenomena and maximizing production efficiency. For assembly line operations, we pursue balance through action decomposition and combination, which is actually very challenging. As far as we know, even for mass-manufactured automatic production lines, the balance rate is usually only about 70% (meaning 30% time waste), and the best one is only 90% (meaning 10% time waste). For unit production lines, balance is pursued through flexible scheduling of group members.
Considering that more than 80% of our production tasks are less than 50PCS, and according to our experience, even skilled workers usually need to produce 20~30PCS before entering the stable operation state, we cannot pursue balance by presetting the takt time. It is more practical to choose a unit production line and then try to overcome the following challenges:
2.1. Train employees to be multi-skilled workers. (For details, please refer to “Quality Control of High-mix Low-volume Wiring Harnesses”.)
2.2. Emphasize dynamic coordination within the group.
2.3. Carry out team performance assessment.
- Mixed labor division
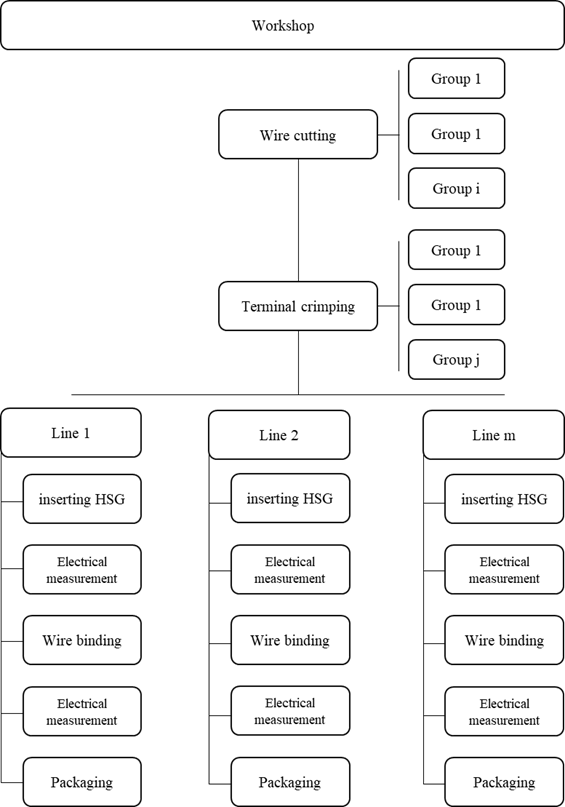
The mixed labor division mode is shown in the following figure, which is a combination and compromise of horizontal labor division and vertical labor division. Therefore, it has both advantages and disadvantages. We once adopted this mode when we explored the production organization mode suitable for high-mix low-volume wiring harnesses. However, due to the relatively rising labor cost, it is not necessary to continue to adopt this production organization mode to improve the load rate of wire cutting and terminal crimping equipment. Therefore, this labor division has been abandoned and replaced by a unit production line with higher efficiency.
Coordination
In his book Structure in Fives: Designing Effective Organizations, Henry Mintzberg introduces the five coordination mechanisms of an organization: mutual coordination, direct command, work process standardization, work output standardization, and employee skill standardization. In the process of organizing production, these five coordination mechanisms also exist at the same time, but different labor division characteristics and personnel composition determine the frequency and importance of each coordination mechanism.
As mentioned above, we now choose the unit production line mode. Compared with the high-volume assembly line operation:
- We cannot pursue the balance of production lines by predicting takt times. We balance the production process by emphasizing mutual coordination of group members and direct command from the group leader to effectively dispatch group members.
- Our production quantity is low, and we cannot use the inspection data to calculate Cpk or Cmk to monitor the consistency of the production process. Therefore, we must pay attention to employee skill standardization and work output standardization to ensure product quality.
Performance assessment
As mentioned above, for the unit production line mode we choose, we rely on mutual coordination of group members and direct command of the group leader to effectively dispatch group members, so as to achieve balance in the production process and pursue efficiency. This characteristic determines that when we design the performance assessment mechanism and carry out incentives, we must take lean groups as a whole to conduct it, rather than individual group members. The specific group members shall be jointly assessed by the group members.
This not only solves the problem of effective incentive, but also avoids the apathy caused by individual-based mechanical evaluation in mass production because group members evaluate and understand each other and have common interests. The group is more mutually recognized and cooperates more harmoniously.
Through the above exploration, we have effectively solved the problems of production line balance, progress transparency and personnel incentives in the process of high-mix low-volume wiring harness production. While providing JIT delivery for customers, we have built an efficient, lively and energetic group.
All rights reserved: Shenzhen Hilink Technology Co., Ltd. Reprinting is welcome, but please be sure to indicate the source.
Related Post

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Related Product



